
.png)

品中心.png)
最新資訊

聯(lián)系我們
于我們.png)

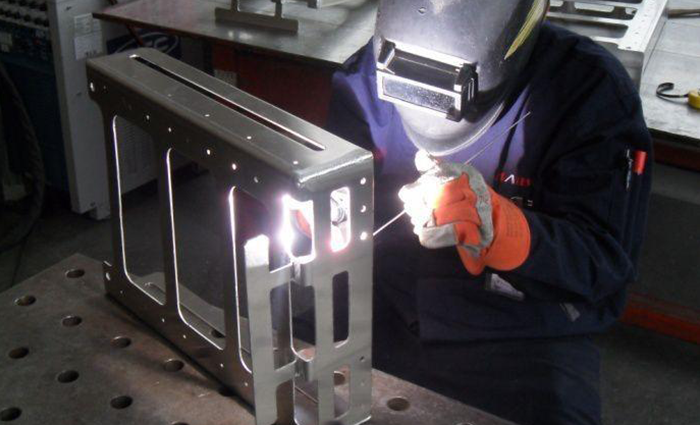
為什么重要結(jié)構(gòu)要用氬弧焊打底,你知道嗎?發(fā)布時(shí)間:2021-03-03 點(diǎn)擊次數(shù):
全氬弧焊與氬弧焊打底在工藝上沒什么區(qū)別,全氬弧焊適用于薄壁小管徑管道(一般DN50及以下、壁厚4mm)以下,目的保證焊縫根部質(zhì)量外觀成像好。當(dāng)管徑較大、壁厚較厚時(shí)應(yīng)采用氬弧焊打底手工焊蓋面,用手工焊蓋面的目的是管徑大用手工焊可以保證外觀質(zhì)量且工效高于氬弧焊,成本低于氬弧焊。

焊接裂紋就是那么點(diǎn)事,搞懂了你就通了發(fā)布時(shí)間:2021-03-02 點(diǎn)擊次數(shù):
焊接裂紋就其本質(zhì)來分,可分為熱裂紋、再熱裂紋、冷裂紋、層狀撕裂等。下面僅就各種裂紋的成因、特點(diǎn)和防治辦法進(jìn)行具體的闡述。

采用CO2氣體保護(hù)焊如何焊接低碳鋼發(fā)布時(shí)間:2021-01-30 點(diǎn)擊次數(shù):
為了防止產(chǎn)生氣孔、減少飛濺和保證焊縫具有較高的力學(xué)性能,必須采用含有Si、Mn等脫氧元素的焊絲。所使用的CO2氣體的純度體積分?jǐn)?shù)不應(yīng)低于99.5%,水的質(zhì)量分?jǐn)?shù)量不超過0.005%。為了減少CO2氣中的含水量,在焊接現(xiàn)場還應(yīng)采取以下措施:將新灌氣瓶倒立靜置1~2h,然后打開閥門,把沉積在下部的自由狀態(tài)的水排出。

二保焊時(shí)氣體流量開的過大對焊縫有什么影響發(fā)布時(shí)間:2021-01-26 點(diǎn)擊次數(shù):
當(dāng)氣體流量過大時(shí),對焊縫熔池的吹力增大,冷卻作用加強(qiáng),會形成紊亂氣流,破壞氣體保護(hù),使焊縫產(chǎn)生氣孔:而氣體流量過小時(shí),則對熔池保護(hù)能力減弱,也容易產(chǎn)生氣孔。所以應(yīng)嚴(yán)格按焊接規(guī)范選擇氣體流量。
鋁及鋁合金在焊接過程中出現(xiàn)的問題發(fā)布時(shí)間:2021-01-24 點(diǎn)擊次數(shù):
焊接接頭中的氣孔是鋁及鋁合金焊接時(shí)極易產(chǎn)生的缺陷,尤其是純鋁和防銹鋁的焊接。氫是鋁及鋁合金焊接時(shí)產(chǎn)生氣孔的主要原因,這已為實(shí)踐所證明。氫的來源,主要是弧柱氣氛中的水分、焊接材料及母材所吸附的水分,其中焊絲及母材表面氧化膜的吸附水分,以焊縫氣孔的產(chǎn)生,常常占有突出的地位。

解決不銹鋼板焊接時(shí)燒穿、變形的措施發(fā)布時(shí)間:2021-01-21 點(diǎn)擊次數(shù):
不銹鋼薄板拘束度較小?在焊接過程中受到局部加熱、冷卻作用?形成了不均勻的加熱、冷卻?焊件會產(chǎn)生不均勻的應(yīng)力和應(yīng)變?焊縫的縱向縮短對薄板邊緣的壓力超過一定值時(shí)?即會產(chǎn)生較嚴(yán)重的波浪式變形?影響工件的外形質(zhì)量。

焊工必須要掌握的幾種焊接堵漏方法發(fā)布時(shí)間:2021-01-19 點(diǎn)擊次數(shù):
在工業(yè)生產(chǎn)中,某些連續(xù)運(yùn)轉(zhuǎn)的設(shè)備,由于種種原因產(chǎn)生了泄漏。如管道,閥門,容器等。這些泄漏的產(chǎn)生影響正常生產(chǎn)的穩(wěn)定性和產(chǎn)品的質(zhì)量,又污染生產(chǎn)環(huán)境,造成不必要的浪費(fèi)。更甚者,有些介質(zhì)如有毒氣體,油脂等泄漏后,還會對安全生產(chǎn),周圍環(huán)境造成巨大的危害。

鎂合金材料的焊接技術(shù)發(fā)布時(shí)間:2021-01-17 點(diǎn)擊次數(shù):
鎂合金應(yīng)用于汽車制造中,可滿足汽車行業(yè)低排量、低油耗的發(fā)展需求。要想進(jìn)一步推廣鎂合金在汽車領(lǐng)域的大量使用,需要對焊接技術(shù)進(jìn)行更深一步的創(chuàng)新研究。

何時(shí)采用單層、多層、多層多道焊接,看了你就明白了發(fā)布時(shí)間:2021-01-14 點(diǎn)擊次數(shù):
焊腳尺寸小于8mm的焊縫,通常采用單層焊(一層一道焊縫)來完成,焊條直徑根據(jù)鋼板厚度不同在3~5mm范圍內(nèi)選擇。焊腳尺寸小于5mm的焊縫,可采用直線形運(yùn)條法和短弧進(jìn)行焊接,焊接速度要均勻,焊條角度與水平板成45°,與焊接方向成65°~80°的夾角。焊條角度過小會造成根部熔深不足;角度過大,熔渣容易跑到前面造成夾渣。

零下10℃以下的冬天,焊接應(yīng)該如何控制?發(fā)布時(shí)間:2021-01-13 點(diǎn)擊次數(shù):
進(jìn)入冬季,環(huán)境溫度較低,如果沒有防護(hù)措施進(jìn)行鋼構(gòu)件焊接作業(yè),對鋼構(gòu)件的焊接質(zhì)量會產(chǎn)生重大影響,如在低溫下焊接,會使剛才脆化,也會使焊縫和母材熱影響區(qū)的冷卻速度加快,易于產(chǎn)生淬硬組織,脆性增大,這對于建筑鋼結(jié)構(gòu)常用的低合金鋼(如Q345)的焊接危害性很大。因此,冬季焊接施工必須要嚴(yán)格按照工藝要求實(shí)施,不得盲目焊接。
Copyright ©2020 www.ruicaitong.cn All Rights Reserved.