
.png)

品中心.png)
最新資訊

聯(lián)系我們
于我們.png)

電焊機(jī)那么大的電流為什么不會(huì)傷害人?發(fā)布時(shí)間:2020-11-30 點(diǎn)擊次數(shù):
電焊機(jī)就是個(gè)變壓器,一次電壓和電流乘積等于二次電壓和電流乘積,電焊機(jī)是降壓變壓器,為了熔化焊條,就必須用大電流,電流增大,電壓就降低了。不會(huì)傷人就是電壓低的原因,人體電阻一定,電壓低,經(jīng)過(guò)人體的電流小,不會(huì)傷人。

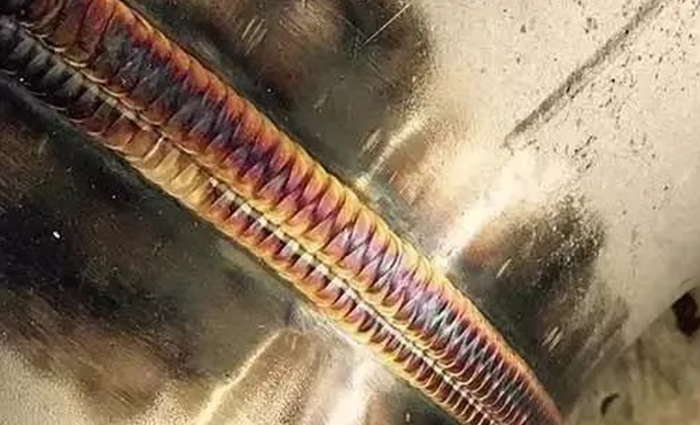
要想焊好氬弧焊,這十項(xiàng)工藝禁忌你要記牢!發(fā)布時(shí)間:2020-11-29 點(diǎn)擊次數(shù):
直流鎢極氬弧焊時(shí)陽(yáng)極的發(fā)熱量遠(yuǎn)大于陰極,所以用直流正接(工件接正)焊接時(shí),鎢極因發(fā)熱量小不易過(guò)熱,同樣直徑的鎢極可以采用較大電流。此時(shí),工件發(fā)熱量大,熔深也大,生產(chǎn)率高,鎢極熱電子發(fā)射能力比工件強(qiáng),使,電弧穩(wěn)定而集中。因此,大多數(shù)金屬(除鋁、鎂及其合金外)宜采用直流正接焊接。

8種常用的電弧焊工藝發(fā)布時(shí)間:2020-11-27 點(diǎn)擊次數(shù):
電弧焊可以通過(guò)將焊接電流流過(guò)易耗電極(例如金屬絲或棒)來(lái)進(jìn)行,也可以使用碳或鎢棒的非消耗電極來(lái)完成。金屬電弧工藝?yán)靡缀碾姌O將電極填充金屬與金屬一起熔化。某些電弧焊工藝可能還會(huì)產(chǎn)生熔渣覆蓋物,以保護(hù)熔融金屬免受氧化或支持異位焊接。非消耗性電弧焊工藝僅通過(guò)熔化基礎(chǔ)金屬來(lái)產(chǎn)生焊縫,導(dǎo)致什么這種非消耗性焊條僅用于維持電弧。

不銹鋼焊接八項(xiàng)注意九大問(wèn)題,值得收藏!發(fā)布時(shí)間:2020-11-26 點(diǎn)擊次數(shù):
鉻17不銹鋼,為改善耐蝕性能及焊接性而適當(dāng)增加適量穩(wěn)定性元素Ti、Nb、Mo等,焊接性較鉻13不銹鋼好一些。采用同類型的鉻不銹鋼焊條(G302、G307)時(shí),應(yīng)進(jìn)行200℃以上的預(yù)熱和焊后800℃左右的回火處理。若焊件不能進(jìn)行熱處理,則應(yīng)選用鉻鎳不銹鋼焊條(A107、A207)。

“焊接行業(yè)深耕者” 卡諾普受邀出席2020中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展大會(huì)發(fā)布時(shí)間:2020-11-25 點(diǎn)擊次數(shù):
為積極推動(dòng)國(guó)家機(jī)器人產(chǎn)業(yè)的發(fā)展,促進(jìn)國(guó)際國(guó)內(nèi)行業(yè)交流溝通,以“應(yīng)對(duì)新挑戰(zhàn) 擁抱新技術(shù) 抓住新機(jī)遇”為主題的2020中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展大會(huì)主論壇在青島紅島國(guó)際會(huì)展中心盛大啟幕。

淺談:如何提高焊接操作技術(shù)水平,建議收藏!發(fā)布時(shí)間:2020-11-24 點(diǎn)擊次數(shù):
鍋爐及壓力容器等重要結(jié)構(gòu),要求接頭安全焊透,但由于受結(jié)構(gòu)尺寸及形狀等限制,有時(shí)無(wú)法進(jìn)行雙面焊接。只能開(kāi)單面坡口的特殊操作方法單面焊雙面形成技術(shù),它是手弧焊中難度較大的一種操作技能。焊接立焊時(shí),由于熔池溫度過(guò)高,在重力的作用下,焊條熔化所形成的熔滴及熔池中的鐵水易下淌形成焊瘤、焊縫兩側(cè)形成咬邊。
藥芯焊絲氣保焊的保護(hù)氣的選擇發(fā)布時(shí)間:2020-11-23 點(diǎn)擊次數(shù):
藥芯焊絲氣保焊(簡(jiǎn)稱FCAW-G)是一種應(yīng)用非常廣泛的焊接工藝。它廣泛應(yīng)用于重型制造、建筑、造船、海上設(shè)施等行業(yè)中低碳鋼、低合金鋼和其它各種合金材料的焊接。FCAW-G焊接工藝經(jīng)常采用100%的純CO2或者75%~80%的Ar和20%~25%的CO2混合氣體作為保護(hù)氣。

焊接熱過(guò)程的特點(diǎn),焊接人不一定都知道 發(fā)布時(shí)間:2020-11-22 點(diǎn)擊次數(shù):
在焊接過(guò)程中,被焊金屬由于熱的輸入和傳播,而經(jīng)歷加熱、熔化(或達(dá)到熱塑性狀態(tài))和隨后的凝固及連續(xù)冷卻過(guò)程,稱之為焊接熱過(guò)程。焊接熱過(guò)程貫穿于整個(gè)焊接過(guò)程的始終,通過(guò)下面幾個(gè)方面的作用成為影響、決定焊接質(zhì)量和焊接生產(chǎn)率的主要因素之一...

焊接時(shí)不飛濺、少殘?jiān)?,選對(duì)保護(hù)氣體很重要發(fā)布時(shí)間:2020-11-20 點(diǎn)擊次數(shù):
焊接在工業(yè)發(fā)展的實(shí)際生產(chǎn)中有著很重要的地位。焊接是指通過(guò)物理或化學(xué)方法,實(shí)現(xiàn)物體的兩部分或者兩種材料在原子間距水平上的連接。在焊接的時(shí)候會(huì)用到不同的氣體,原因各不相同,今天就帶大家了解一下焊接中常見(jiàn)的氣體。

埋弧焊的工藝技術(shù),建議收藏!發(fā)布時(shí)間:2020-11-19 點(diǎn)擊次數(shù):
埋弧焊是將強(qiáng)烈的焊接弧光埋藏起來(lái)的一種焊接方法,自然在焊接過(guò)程中看不到弧光,而且大多為自動(dòng)焊接,勞動(dòng)條件大為改善。工業(yè)生產(chǎn)的發(fā)展,對(duì)焊接技術(shù)提出了更多、更高的要求。今天就和大家聊聊埋弧焊的焊接工藝。
Copyright ©2020 www.ruicaitong.cn All Rights Reserved.