


品中心.png)
最新資訊

聯(lián)系我們
于我們.png)
鋁及鋁合金焊接常見缺陷和防止措施12招,趕緊收藏!發(fā)布時間:2020-09-25 點擊次數(shù):
鋁及鋁合金焊絲的選擇主要根據(jù)母材的種類,對接頭抗裂性能、力學性能及耐蝕性等方面的要求綜合考慮。有時當某項成為主要矛盾時,則選擇焊絲就著重從解決這個主要矛盾入手,兼顧其它方面要求。一般情況下,焊接鋁及鋁合金都采用與母材成分相同或相近牌號的焊絲,

再漂亮的焊縫沒有強度也是擺設,一文帶你了解焊縫強度發(fā)布時間:2020-09-25 點擊次數(shù):
根據(jù)工業(yè)標準和代碼進行焊接時,鋼板之間的典型結(jié)構(gòu)焊縫能達到怎樣的強度?焊縫一般能保持較高的強度,以至于超過了焊材代碼和應用中所要求的強度。在很多情況下,這種焊縫的強度不能通過焊材代碼本身辨別出來。

焊接接頭再熱裂紋產(chǎn)生原因、預防措施及方法發(fā)布時間:2020-09-24 點擊次數(shù):
近年來特種設備上低合金高強材料的應用越來越普遍,這與鍋爐壓力容器高溫高壓的工況有關(guān),但特種設備在制造過程中往往發(fā)現(xiàn)焊縫在熱處理后發(fā)現(xiàn)裂紋,特別如2.25Cr-1Mo,13MoNiMoR等材料,這引起了制造廠的注意。

厚板與鋼構(gòu)焊接過程中為什么要氬弧焊打底呢?發(fā)布時間:2020-09-21 點擊次數(shù):
全氬弧焊與氬弧焊打底在工藝上沒什么區(qū)別,全氬弧焊適用于薄壁小管徑管道(一般DN60及以下、壁厚4mm)以下,目的保證焊縫根部質(zhì)量外觀成形好。當管徑較大、壁厚較厚時應采用氬弧焊打底手工焊蓋面,用手工焊蓋面的目的是管徑大用手工焊可以保證外觀質(zhì)量且工效高于氬弧焊,成本低于氬弧焊。

關(guān)于平焊,你了解多少?看老師傅如何講解發(fā)布時間:2020-09-21 點擊次數(shù):
平焊是指焊接處在于水平位置或傾斜角度不大的焊縫,焊條位于工件之上,焊工俯視工件所進行的焊接工藝。這種焊接位置屬于焊接全位置中,最容易焊的一個位置。焊條熔液受電弧的吹擊作用和本身的動力,容易進入熔池,形成自然過渡。

減少焊接變形的焊接工藝發(fā)布時間:2020-09-19 點擊次數(shù):
預防和減少焊接變形的方法必須考慮焊接工藝設計以及在焊接時克服冷熱循環(huán)的變化。收縮無法消除,但可以控制。 越多的金屬填充在焊接點會產(chǎn)生較大的變形力。正確制定焊縫尺寸,不僅能得到較小的焊接變形,還可節(jié)省焊材和時間。填充焊縫的焊接金屬量應最小,焊縫應呈平坦或微凸形,過量的焊接金屬不會增加強度。

氬弧焊為什么會產(chǎn)生氣孔,如何找出原因排除氣孔缺陷?發(fā)布時間:2020-09-19 點擊次數(shù):15
氬弧焊是以惰性氣體“ 氬氣” 作為保護氣體的一種電弧焊方法,氬氣從噴嘴中噴出,在焊接區(qū)形成惰性氣體保護層,隔絕了空氣的侵入,從而對電弧及熔池形成保護。該焊接方法有很多優(yōu)點: 保護效果好,焊接質(zhì)量高,不會產(chǎn)生飛濺, 焊縫成形美觀;焊接變形小,可實現(xiàn)單面焊雙面成型,保證根部焊透,能進行各種位置的焊接;

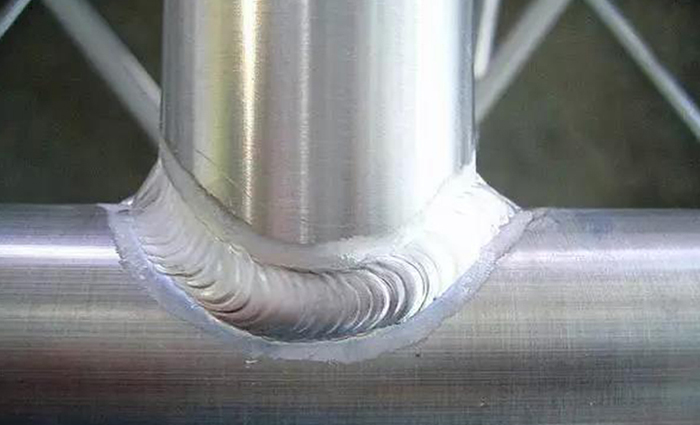
鋁合金焊接有難度 這些攻略幫您搞定發(fā)布時間:2020-09-18 點擊次數(shù):86
鋁合金焊接與一般的碳鋼、不銹鋼等材料的焊接有很大的不同,容易產(chǎn)生很多其他材料沒有的缺陷,需要采用有針對性的措施加以避免。下面我們就看看看鋁合金焊接中容易出現(xiàn)的問題以及對焊接工藝的要求。
Copyright ©2020 www.ruicaitong.cn All Rights Reserved.